اتوماسیون صنعتی یکی از پایههای اصلی مهندسی و بهرهبرداری در واحدهای تولیدی مدرن محسوب میشود که نقشی کلیدی در کنترل، نظارت و بهینهسازی فرآیندهای صنعتی دارد. این رویکرد، وظایفی مانند اندازهگیری پارامترها، کنترل تجهیزات، تنظیم شرایط عملیاتی و مدیریت خطاها را توسط سیستمهای کنترلی پیشرفته انجام میدهد تا وابستگی به فعالیتهای انسانی را به حداقل برساند.
ساختار اتوماسیون صنعتی که مجموعهای از کنترلکنندهها، حسگرها، عملگرها، سیستمهای مانیتورینگ و نرمافزارهای مهندسی برای اجرای خودکار فرآیندهای صنعتی است، امکان اجرای فرآیندها را با دقت، سرعت و پایداری بسیار بالاتر نسبت به روشهای سنتی فراهم کرده است. در این مطلب از پیکامگ با بررسی این ساختار، تاریخچه، مدلها و راهکارهای آن میپردازیم.
برای تکمیل مجموعهی اتوماسیون صنعتی خود، میتوانید در پیکاتک به انواع تجهیزات دسترسی داشته باشید و با بررسی، مقایسه و دیدن جزئیات آنها، بهترین گزینه را برای فرآیندهای صنعتی خود انتخاب کنید.
تاریخچه اتوماسیون صنعتی
انسان از ابتدای تاریخ برای تولید ابزارهای مختلف به نیروی خود متکی بوده است. حتی با پیشرفتهتر شدن ابزارها، در مراحل اولیهی تولید، همچنان عملیات صنعتی وابسته به به نیروی انسانی و ابزارهای مکانیکی ساده بود. به همین دلیل سرعت پایین، خطای زیاد و کیفیت غیریکنواخت ویژگی جداییناپذیر این دوره به شمار میرود.
با آغاز انقلاب صنعتی در قرن هجدهم، ماشینآلات بخار و بعدها الکتریکی وارد خطوط تولید شدند. این مرحله، معروف به مکانیزاسیون، انجام کارهای سنگین و تکراری را تسهیل کرد، اما کنترل و تصمیمگیری فرآیند همچنان بر عهدهی اپراتورها باقی ماند. از جمله تنظیم مداوم تجهیزات، نظارت بر دما و سرعت و مدیریت خطاها همچنان نیاز به حضور مستقیم انسان داشت.
در قرن بیستم، با پیشرفت الکترونیک و معرفی ابزارهایی مانند رلهها، تایمرها و سپس کنترلکنندههای برنامهپذیر (PLC)، اتوماسیون صنعتی به شکل سیستماتیک و خودکار درآمد. این فناوریها توانستند منطق تصمیمگیری را بدون محدودیتهای انسانی اجرا کنند و پایدار بودن فرآیندها را تضمین نمایند.
ظهور کامپیوترها، شبکههای صنعتی و نرمافزارهای پیشرفته، سطح اتوماسیون را فراتر برد و امروزه سیستمهای صنعتی قادر به جمعآوری داده، تحلیل عملکرد، پیشبینی خطا و ارائه راهکارهای بهینهسازی هستند. این مسیر تکاملی نشاندهنده تغییر بنیادین در نحوه مدیریت و بهرهبرداری از فرآیندهای صنعتی است و همچنان با فناوریهای نوین ادامه دارد.
اتوماسیون صنعتی و مکانیزم عملکرد آن
اتوماسیون صنعتی به معنای استفاده از سیستمهای هوشمند برای کنترل و بهینهسازی فرآیندهای تولید است و تفاوت اصلی آن با مکانیزاسیون را باید در توانایی تصمیمگیری خودکار دانست. در مکانیزاسیون، ماشین صرفاً عملیات از پیش تعیین شده اجرا میکند، اما در اتوماسیون، سیستم میتواند بر اساس شرایط عملیاتی تصمیم بگیرد و پاسخ مناسب را اعمال کند. برای نمونه، اگر دمای یک خط تولید از حد مجاز بگذرد، بهطور خودکار هیتر را خاموش کند یا هشدار صادر نماید.
امروزه اتوماسیون صنعتی یک ابزار جانبی نیست، بلکه بهعنوان زیرساختی کلیدی در صنایع مختلف از جمله نفت و گاز، پتروشیمی، نیروگاهها، صنایع غذایی، خودروسازی، فولاد و خطوط تولید پیوسته و ناپیوسته نقش دارد. استفاده از این فناوری، علاوه بر تضمین بهرهبرداری ایمن و اقتصادی از تجهیزات، زمینهساز توسعهی مفاهیمی مانند تولید هوشمند و صنعت ۴.۰ نیز هست.
اصلیترین ویژگی اتوماسیون نسبت به مکانیزاسیون، توانایی تصمیمگیری خودکار است. در مکانیزاسیون، ماشین صرفاً اجرا میکند، اما در اتوماسیون، سیستم قادر است بر اساس شرایط عملیاتی تصمیم بگیرد. بهعنوان مثال، اگر دما از حد مجاز فراتر رود، سیستم بهطور خودکار هیتر را خاموش کرده یا هشدار صادر میکند.
ساختار سیستمهای اتوماسیون معمولاً شامل چند بخش کلیدی است:
- سنسورها: برای جمعآوری دادههای فرآیندی و محیطی
- کنترلرها: برای پردازش دادهها و تصمیمگیری کنترلی
- عملگرها: برای اجرای دستورات و فرمانها
- رابطهای کاربری: برای تعامل انسان با سیستم
این اجزا بهصورت یک شبکه هماهنگ عمل میکنند و عملکرد درست هر بخش برای کارکرد کل سیستم ضروری است. طراحی و پیادهسازی اتوماسیون صنعتی نیازمند تخصص بالا است، زیرا کوچکترین نقص در عملکرد یکی از اجزا میتواند کل فرآیند تولید را تحت تأثیر قرار دهد.
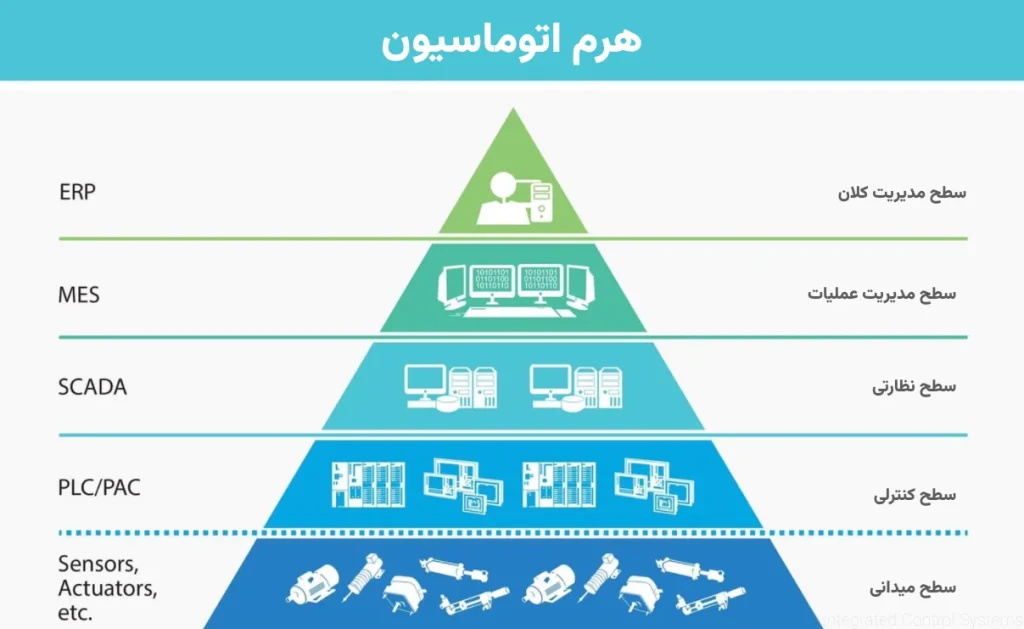
سطوح اتوماسیون صنعتی
کنترل و نظارت بر فرآیندها در اتوماسیون صنعتی، به صورت سلسلهمراتبی و ساختاریافته انجام میشود تا هماهنگی میان تجهیزات، سیستمهای کنترلی و مدیریت تولید بهینه باشد. هر سطح، وظیفهی مشخصی در جمعآوری داده، پردازش اطلاعات و اعمال فرمانها دارد و به گونهای با سایر سطوح در ارتباط است که کل فرآیند تولید با دقت، ایمنی و بهرهوری بالا اجرا شود.
بررسی این سطوح که تحت عنوان هرم اتوماسیون صنعتی شناخته میشوند، به مهندسان و مدیران در صنعت امکان میدهد تا عملکرد سیستمها را تحلیل کنند و ضمن بهبود، با اهداف استراتژیک سازمان هماهنگ کنند.
۱. سطح میدانی (Field Level)
این پایینترین سطح اتوماسیون صنعتی و جایی است که سیستم مستقیماً با تجهیزات و فرآیندهای واقعی در تماس است. در این سطح، سنسورها و عملگرها نقشی کلیدی دارند. سنسورها مانند چشم و گوش سیستم عمل میکنند و پارامترهای فیزیکی فرآیندها، از جمله دما، فشار، سطح سیال و جریان را اندازه میگیرند. دقت دادههای آنها، مبنای تصمیمگیریهای کنترلی در سطوح بالاتر است و کوچکترین خطا در این دادهها میتواند کل عملکرد سیستم را تحت تأثیر قرار دهد.

عملگرها، وظیفهی اجرای فرمانهای کنترلی را بر عهده دارند و مانند دستهای سیستم عمل میکنند. موتور، شیر برقی، رله و سیلندر پنوماتیکی نمونههای رایج عملگرها هستند. به عنوان مثال، اگر سنسور دما نشان دهد حرارت بیش از حد مجاز شده است، عملگر میتواند فن را روشن یا شیر برقی را فعال کند تا شرایط فرآیند به بازهی مطلوب بازگردد.
میتوان گفت که سطح میدانی، با ارائهی دادههای دقیق و اجرای دستورهای پایه، بنیان عملکرد کل سیستم اتوماسیون صنعتی را تشکیل میدهد و کیفیت آن تعیینکنندهی کارایی کلی خط تولید است.
۲. سطح کنترلی (Control Level)
سطح کنترلی، مغز سیستم اتوماسیون صنعتی و مسؤول پردازش دادهها و گرفتن تصمیمات کنترلی بر اساس ورودیهای میدانی است. به عبارتی دادههای خام سطح میدانی را به تصمصمهای عملیاتی تبدیل میکند. در این سطح، کنترلکنندههای منطقی برنامهپذیر، سیستمهای کنترلی توزیعشده (DCS) و رلهها نقش اصلی را دارند.

کنترلرها دادههای سنسورها را دریافت کرده و با اجرای نرمافزارهای اختصاصی، خروجی مناسب را به عملگرها میفرستند. این برنامهها میتوانند ساده یا بسیار پیچیده باشند و منطق آنها نحوهی پاسخ سیستم به تغییرات فرآیند را تعیین میکند.
عملیات کنترل در کسری از ثانیه انجام میشود؛ ورودیها بهطور پیوسته اسکن میشوند، منطق کنترلی اعمال میشود و خروجیها بهروزرسانی میشوند. به همین دلیل، سرعت، دقت و پایداری این سطح برای عملکرد صحیح کل خط تولید حیاتی است. برای نمونه، یک PLC به سادگی میتواند سرعت یک پمپ را بر اساس فشار و دمای فرآیند تنظیم کند.
۳. سطح نظارتی (Supervisory Level)
سطح نظارتی جایی است که انسان مستقیم با سیستم اتوماسیون تعامل دارد. در این سطح، نرمافزارهای HMI یا رابط انسان و ماشین (Human-Machine Interface) و SCADA یا سامانه سرپرستی و گردآوری داده (Supervisory Control and Data Acquisition) ابزار اصلی اپراتورها برای مشاهده و مدیریت فرآیند هستند.
وظیفهی این سطح، نمایش وضعیت لحظهای و تاریخی فرآیند، دریافت هشدارها و امکان صدور فرمان به سطوح کنترل است. اپراتور میتواند دادهها را تحلیل، روندها و نمودارهای عملکرد تجهیزات را بررسی و در صورت نیاز، دستورهای اصلاحی صادر کند.
سطح نظارتی تمام اطلاعات حیاتی و نقاط هشدار را در دسترس قرار میدهد و بدون آن، مدیریت و کنترل سیستمهای صنعتی بزرگ تقریباً غیرممکن است. این سطح پل ارتباطی بین تصمیمگیری انسانی و منطق خودکار سیستمهای کنترل است و نقش کلیدی در تضمین بهرهوری، ایمنی و عملکرد پایدار خطوط تولید ایفا میکند.
۴. سطح مدیریت عملیات (Operations/Production Management)
سطح مدیریت عملیات، لایهی میانی کنترل فرآیند و اهداف تولید سازمان است و وظیفهی هماهنگی و بهینهسازی عملکرد خطوط تولید را بر عهده دارد. سیستمها نه تنها دادههای فرآیندی را از سطوح کنترل و نظارت دریافت میکنند، بلکه آنها را تحلیل کرده و برنامههای عملیاتی را برای بهبود بهرهوری و کاهش توقفهای ناخواسته تدوین میکنند.

ابزارهای اصلی این سطح شامل MES یا سیستمهای اجرایی تولید (Manufacturing Execution System) هستند که تولید واقعی را با برنامهریزی تولید هماهنگ، عملکرد تجهیزات را پایش و جریان مواد، زمانبندی سفارشها و مصرف منابع را مدیریت میکنند. بدین ترتیب امکان تصمیمگیری سریع، کاهش هدررفت و افزایش هماهنگی بین خطوط و شیفتهای تولید فراهم میشود.
این سطح به اپراتورها و مدیران امکان میدهد تا با تحلیل دادههای زمان واقعی و تاریخی، به موقع به اقدامات اصلاحی و بهینهسازی فرآیند بپردازند. این سطح تضمین میکند که فرآیند تولید با حداکثر کارایی، حداقل توقف و کیفیت مطلوب پیش رود و پل ارتباطی بین اجرای عملیاتی و اهداف استراتژیک سازمان باشد.
۵. سطح مدیریت کلان (Enterprise Level/ERP)
سطح مدیریت کلان، بالاترین لایه در ساختار اتوماسیون صنعتی است و تمرکز آن بر تحلیل دادهها و پشتیبانی از تصمیمگیریهای مدیریتی و استراتژیک است. در این سطح، اطلاعات جمعآوری شده از فرآیند تولید، عملکرد تجهیزات، مصرف انرژی و میزان بهرهوری بهصورت یکپارچه تحلیل میشوند تا برنامهریزی دقیقتری برای تولید و منابع سازمان انجام شود.

سیستمهای اصلی این سطح شامل ERP (Enterprise Resource Planning) و در برخی موارد ارتباط یکپارچه با MES هستند. این سیستمها دادههای عملیاتی کارخانه را با بخشهای دیگر سازمان مانند برنامهریزی تولید، مدیریت موجودی، زنجیره تأمین، منابع مالی و مدیریت سفارشات مرتبط میکنند. به این ترتیب، اتوماسیون صنعتی از سطح کنترل تجهیزات فراتر رفته و به بخشی از زیرساخت مدیریتی و اقتصادی سازمان تبدیل میشود.
سطح مدیریت کلان مانند یک مرکز تصمیمگیری استراتژیک عمل میکند. مدیران میتوانند بر اساس دادههای واقعی تولید، عملکرد خطوط، میزان مصرف منابع و وضعیت سفارشها، تصمیمات کلان مانند افزایش ظرفیت تولید، بهینهسازی مصرف انرژی، برنامهریزی تعمیرات یا مدیریت تأمین مواد اولیه را اتخاذ کنند.
این سطح، با ایجاد ارتباط بین عملیات صنعتی و اهداف تجاری، تضمین میکند که فرآیندهای تولید نهتنها از نظر فنی، بلکه از نظر اقتصادی و مدیریتی نیز بهینه و هماهنگ با استراتژی کلی سازمان عمل کنند.
جدول زیر سطوح اتوماسیون صنعتی را بهصصورت خلاصه نشان میدهد:
| سطح اتوماسیون | وظیفه اصلی | تجهیزات و سیستمهای رایج | نقش در فرآیند تولید |
|---|---|---|---|
| سطح ۱ | جمعآوری دادههای فیزیکی و اجرای فرمانها | سنسورها، عملگرها، موتورها، شیرهای برقی، سیلندرهای پنوماتیکی | ایجاد ارتباط مستقیم با فرآیند واقعی و فراهم کردن دادههای اولیه برای کنترل |
| سطح ۲ | پردازش دادهها و اجرای منطق کنترلی | PLC، DCS، رلهها، کنترلرهای صنعتی | تبدیل دادههای سنسورها به فرمانهای کنترلی و کنترل خودکار تجهیزات |
| سطح ۳ | نظارت بر فرآیند، نمایش دادهها و تعامل با اپراتور | SCADA، HMI، کامپیوترهای صنعتی، نرمافزارهای مانیتورینگ | امکان مشاهده، کنترل و تحلیل فرآیند توسط اپراتور |
| سطح ۴ | مدیریت و بهینهسازی عملیات تولید | MES، سیستمهای مدیریت تولید، پایگاههای داده صنعتی | هماهنگی تولید، مدیریت منابع، کاهش توقفها و افزایش بهرهوری |
| سطح ۵ | برنامهریزی، تحلیل و مدیریت استراتژیک | ERP، سیستمهای مدیریت منابع سازمان، نرمافزارهای برنامهریزی | اتصال تولید به اهداف تجاری، مدیریت منابع، برنامهریزی و تصمیمگیری کلان |
اجزای اصلی سیستمهای اتوماسیون صنعتی
سیستمهای اتوماسیون صنعتی شامل مجموعهای از تجهیزات سختافزاری و نرمافزاری هستند که بهصورت هماهنگ برای اندازهگیری، کنترل، نظارت و بهینهسازی فرآیندهای صنعتی عمل میکنند. این اجزا طراحی شدهاند تا دادهها را از محیط دریافت و پردازش و فرمانهای لازم را برای کنترل تجهیزات صادر کنند.
عملکرد صحیح اتوماسیون صنعتی، به هماهنگی کامل میان این اجزا وابسته است و هرگونه نقص در انتخاب، طراحی یا پیادهسازی آنها میتواند به کاهش بهرهوری، افزایش توقف تولید یا اختلال در کل فرآیند منجر شود. بهطور کلی، اجزای اصلی سیستمهای اتوماسیون صنعتی شامل موارد زیر هستند:
سنسورها
سنسورها اولین نقطه تماس سیستم اتوماسیون با دنیای واقعی هستند که اطلاعات خام را از محیط می گیرند و به سیگنالهای الکتریکی قابل فهم برای کنترلر تبدیل میکنند. دما، فشار، سطح، جریان، موقعیت، سرعت، ارتعاش، رطوبت، نور و تصویر از مهمترین پارامترهای قابل اندازهگیری هستند.

از سنسورهای رایج در صنعت میتوان به موارد زیر اشاره کرد:
- سنسور دما (Thermocouple، RTD)
- سنسور فشار (Pressure Transmitter)
- سنسور سطح (Level Sensor)
- سنسور مجاورتی (Inductive، Capacitive)
- سنسور نوری (Photoelectric Sensor)
- انکودر (Encoder) برای موقعیت و سرعت
دقت و قابلیت اطمینان سنسورها نقش حیاتی در عملکرد کل سیستم دارد، زیرا کیفیت تصمیمات کنترلی مستقیماً به کیفیت دادههای ورودی وابسته است.
عملگرها

عملگرها وظیفهی اجرای فرمانهای صادر شده توسط کنترلر را بر عهده دارند و باعث تغییر در وضعیت فرآیند میشوند. از نمونههای رایج عملگرها میتوان به موارد زیر اشاره کرد:
- موتورهای الکتریکی
- شیرهای برقی
- شیرهای کنترلی
- سیلندرهای پنوماتیکی و هیدرولیکی
- هیترها و المنتهای حرارتی
- درایوهای الکتریکی (VFD)
کنترلرها
کنترلرها هستهی مرکزی سیستم اتوماسیون را شکل میدهند و وظیفهی پردازش دادهها و اجرای الگوریتمهای کنترلی را بر عهده دارند. این اجزا، دادههای دریافتی از سنسورها را تحلیل کرده و بر اساس منطق برنامهریزی شده، فرمانهای لازم را به عملگرها میفرستند.
یکی از مهمترین انواع کنترلرهای صنعتی عبارتند از:
کنترلگر منطقی برنامهپذیر (Programmable Logic Controller)
PLC با پردازش دادههای سنسورها و کنترل عملگرها، در زمینههای مختلف از جمله ماشینآلات صنعتی، خطوط تولید، سیستمهای کنترلی مجزا کاربرد گستردهای دارد. از ویژگیهای آنها میتوان به سرعت بالا، قابلیت اطمینان زیاد و مقاومت در برابر شرایط محیطی صنعتی اشاره کرد.
سامانه کنترل توزیعشده (Distributed Control System)
DCS بیشتر در فرآیندهای بزرگمقیاس و پیوسته مانند صنایع نفت و گاز، پتروشیمی و نیروگاهها استفاده میشود. کنترل غیرمتمرکز و توزیع شده، قابلیت اطمینان بالا از ویژگیهای این سامانه است که آن را برای فرآیندهای بزرگ و پیچیده مناسب میسازد.
کنترلگر برنامهپذیر اتوماسیون (Programmable Automation Controller)
PAC نسل پیشرفتهتر کنترلرهاست که قابلیتهای PLC و سیستمهای کامپیوتری را ترکیب میکند. این کنترلها قدرت پردازش بالایی دارند و انعطافپذیری مناسب، آنها را به گزینهای مطلوب برای سیستمهای پیچیده و پیشرفته بدیل کرده است.
رابط انسان و ماشین (HMI)

رابط انسان و ماشین (HMI) امکان تعامل مستقیم اپراتور با سیستم اتوماسیون را فراهم میکند. این رابط اطلاعات فرآیند را بهصورت گرافیکی نمایش میدهد و به اپراتور امکان میدهد تا وضعیت تجهیزات را مشاهده کرده و در صورت نیاز، فرمانهای کنترلی صادر کند. بدین ترتیب یک HMI مناسب باعث افزایش بهرهوری، کاهش خطای انسانی و بهبود ایمنی سیستم میشود.
وظایف اصلی HMI بهصورت زیر است:
- نمایش وضعیت تجهیزات
- نمایش دادههای فرآیندی
- نمایش هشدارها و آلارمها
- امکان کنترل دستی تجهیزات
- نمایش نمودارها و روندها
سیستمهای اسکادا (SCADA)
SCADA یک سیستم نرمافزاری پیشرفته برای نظارت، کنترل و مدیریت متمرکز فرآیندهای صنعتی است که دادهها را از کنترلرها جمعآوری کرده، آنها را نمایش میدهد و امکان تحلیل و مدیریت کل سیستم را فراهم میکند. SCADA معمولاً در صنایع بزرگ و سیستمهای گسترده مانند کارخانههای بزرگ صنعتی، شبکههای برق و خطوط انتقال نفت و گاز استفاده میشود.
وظایف اصلی SCADA بهصورت زیر است:
- مانیتورینگ بلادرنگ فرآیندها
- جمعآوری و ذخیره دادهها (Data Logging)
- مدیریت هشدارها و آلارمها
- ارائه گزارشهای تحلیلی
- کنترل تجهیزات از راه دور
شبکههای صنعتی و سیستمهای ارتباطی (Industrial Communication Networks)
ارتباط بین اجزای مختلف سیستم اتوماسیون از طریق شبکههای صنعتی انجام میشود. این شبکهها امکان انتقال داده بین سنسورها، کنترلرها، HMI و سیستمهای مدیریتی را فراهم میکنند.
از پروتکلهای رایج صنعتی میتوان به موارد زیر اشاره کرد:
- Modbus
- Profibus
- Profinet
- Ethernet/IP
- CAN Bus
نرمافزارهای مهندسی و برنامهنویسی اتوماسیون صنعتی
این نرمافزارها برای پیکربندی، برنامهنویسی، مانیتورینگ و نگهداری سیستمهای اتوماسیون استفاده میشوند و در موارد زیر کاربرد دارند:
- برنامهنویسی PLC
- طراحی سیستم کنترل
- عیبیابی و نگهداری
- شبیهسازی فرآیند
از مهمترین نرمافزارها در زمینهی اتوماسیون صنعتی میتوان به مجموعههای زیر اشاره کرد:
- Siemens TIA Portal
- Rockwell Studio 5000
- Schneider EcoStruxure
انواع اتوماسیون صنعتی
به اتوماسیون صنعتی میتوان از جنبههای مختلفی نگاه کرد اما یکی از مهمترین موارد، دستهبندی بر اساس میزان انعطافپذیری، قابلیت تغییر و نوع کاربرد در تولید است. از این دیدگاه، هر نوع اتوماسیون برای شرایط خاصی از تولید، مانند تولید انبوه یا تولید متنوع، مناسب خواهد بود.
اتوماسیون ثابت (Fixed Automation)
اتوماسیون ثابت برای تولید انبوه و تکراری یک محصول مشخص طراحی شده است. در این سیستم، تجهیزات و توالی عملیات تقریباً غیرقابل تغییر هستند و تنها برای یک فرآیند خاص بهینهسازی شدهاند. بدین ترتیب تغییر آن بسیار دشوار است. از نمونههای این نوع، میتوان به کارخانههای بطریسازی، خودروسازی و لوازم خانگی اشاره کرد.

مزایا
- بهرهوری بسیار بالا: برای تولید انبوه با سرعت بالا مطلوب است.
- سرعت زیاد: به دلیل روند مشخص، سرعت انجام فرآیندهای تکراری بالاست.
- کاهش هزینهی تولید در بلندمدت: هزینهی هر واحد محصول پایین است.
- کیفیت یکنواخت محصول: به دلیل تکرار دقیق فرآیند کیفیت ثابت در محصولات مختلف حفظ میشود.
- کاهش خطای انسانی: دخالت اپراتور به حداقل میرسد.
معایب
- انعطافپذیری بسیار کم: تغییر محصول یا فرآیند دشوار و پرهزینه است.
- هزینه اولیه بالا: به سرمایهگذاری قابل توجه در تجهیزات نیاز دارد.
- عدم مناسب بودن برای تولید متنوع: فقط برای یک یا چند محصول خاص بهینه است.
- ریسک بالا در صورت تغییر نیاز بازار: تغییر خط تولید زمانبر است.
اتوماسیون قابل برنامهریزی (Programmable Automation)
در این نوع، میتوان فرآیند تولید را با تغییر برنامهی کنترلی برای تولید محصولات مختلف تنظیم کرد. برای این کار از PLC استفاده میشود. این سیستم برای تولید دستهای (Batch Production) مناسب است و از جمله نمونههای آن میتوان به دستگاههای CNC، رباتهای صنعتی برنامهپذیر و ماشینآلات تولید قطعات فلزی اشاره کرد.

مزایا
- انعطافپذیری بیشتر نسبت به اتوماسیون ثابت: امکان تغییر محصول با تغییر برنامه فراهم است.
- مناسب برای تولید دستهای: برای تولید در حجم متوسط ایدهآل است.
- کاهش نیاز به تغییرات سختافزاری: تغییرات عمدتاً نرمافزاری هستند.
- امکان استفاده مجدد: میتوان از تجهیزات برای تولید محصولات مختلف استفاده کرد.
معایب
- نیاز به توقف تولید برای تغییر برنامه: با توقف تولید، بهرهوری کلی در زمان تغییر محصول کاهش مییابد.
- سرعت کمتر نسبت به اتوماسیون ثابت: با توجه به تکراری نبودن فرآیندها، سرعت کلی آن کمتر است.
- نیاز به تخصص فنی: برنامهنویسی و نگهداری این تجهیزات نیاز به دانش و مهارت فنی دارد.
- هزینهی متوسط پیادهسازی و نگهداری: هزینهی آن نسبت به سیستم ثابت بیشتر است.
اتوماسیون انعطافپذیر (Flexible Automation)
نسخهی پیشرفتهتری از اتوماسیون قابل برنامهریزی است که میتواند بدون توقف طولانی تولید، بین محصولات مختلف جابهجا شود. این نوع بیشتر در صنایع مدرن و هوشمند دیده میشود. از جملهی آنها میتوان به سیستمهای تولید انعطافپذیر (FMS)، خطوط تولید با رباتهای چندمنظوره و صنایع خودروسازی مدرن اشاره کرد.

مزایا
- انعطافپذیری بالا: امکان تغییر سریع بین محصولات مختلف فراهم است.
- کاهش زمان توقف خط تولید: تغییرات بدون توقف یا با حداقل توقف انجام میشود.
- افزایش بهرهوری در تولید متنوع: با توجه به امکان تولیدات متنوع، بهرهوری کارخانه افزایش مییابد.
- قابلیت پاسخ سریع: با امکان تغییرات بههنگام، پاسخدهی به تغییرات بازار آسانتر است.
معایب
- هزینه اولیه بالا: نیاز به تجهیزات پیشرفته و سیستمهای کنترلی پیچیده نیاز دارد.
- پیچیدگی طراحی و پیادهسازی: این مدل، طراحی پیچیدهتر و پیادهسازی زمانبرتری دارد.
- نیاز به تخصص: برای راهاندازی و نگهداری به دانش فنی و تخصص زیادی نیاز است.
- هزینه نگهداری بیشتر: نسبت به سیستمهای سادهتر هزینهی بهرهبرداری و نگهداری بیشتری دارد.
اتوماسیون یکپارچه (Integrated Automation)
در این نوع، تمام بخشهای تولید، کنترل، نظارت و مدیریت بهصورت یکپارچه و هماهنگ عمل میکنند و دادهها در کل سازمان جریان دارند. از مهمترین نمونهها در این زمینه میتوان به کارخانههای هوشمند (Smart Factory)، صنایع پیشرفته الکترونیک و خودرو و سیستمهای یکپارچهی ERP و MES و SCADA اشاره کرد.

مزایا
- بالاترین سطح بهرهوری: با توجه به هماهنگی بالا در کل سازمان، بهرهوری در بالاترین سطح قرار دارد.
- یکپارچگی کامل: بین تولید، کنترل و مدیریت یکپارچگی کامل برقرار است.
- تحلیل داده و بهینهسازی پیشرفته: با توجه به دادهگیری پیوسته از فرآیندها، امکان تحلیل و بهینهسازی آنها وجود دارد.
- کاهش هزینههای عملیاتی در بلندمدت: با بهینهسازی فرآیندها، در بلندمدت هزینههای عملیاتی کاهش پیدا میکند.
- اساس کارخانه هوشمند: اتوماسیون یکپارچه، مبنای ساخت کارخانهی هوشمند است که در آن همهی اجزا هماهنگ عمل میکنند.
- بهبود مدیریت: تصمیمگیری مدیریتی با استفاده از دادههای واقعی قدرت بیشتری خواهد داشت.
معایب
- بیشترین هزینهی پیادهسازی: روشن است که هزینهی این مدل با بهرهگیری از مدرنترین سامانهها، در بالاترین سطح قرار دارد.
- پیچیدگی بسیار بالا: چه در سمت طراحی و چه هنگام اجرا، از پیچیدگی زیادی برخوردار است.
- وابسته به زیرساخت: این نوع به شدت به زیرساختهای نرمافزاری و شبکه متکی است.
- نیاز به نیروی متخصص: علاوه بر طراحی و توسعه، برای مدیریت سیستم نیز به نیروی متخصص نیاز دارد.
- ریسک بالاتر: در صورت بروز نقص در سیستم مرکزی ریسک توقف بخشهای مختلف بالاست.
در یک نگاه کلی، میتوان این مدلها را در جدول زیر مقایسه کرد:
| نوع اتوماسیون | مهمترین مزایا | مهمترین معایب |
|---|---|---|
| ثابت | سرعت بالا، هزینه کم در تولید انبوه، کیفیت یکنواخت | انعطافپذیری بسیار کم، هزینه اولیه بالا |
| قابل برنامهریزی | انعطاف متوسط، مناسب تولید دستهای، قابلیت تغییر برنامه | نیاز به توقف برای تغییر، سرعت کمتر |
| انعطافپذیر | انعطاف بالا، مناسب تولید متنوع، کاهش توقف | هزینه بالا، پیچیدگی زیاد |
| یکپارچه | بیشترین بهرهوری، کنترل کامل، مناسب کارخانه هوشمند | هزینه و پیچیدگی بسیار بالا |
طراحی اتوماسیون صنعتی
طراحی اتوماسیون صنعتی پایه و اساس عملکرد صحیح یک سیستم کنترلی است. این مرحله شامل برنامهریزی دقیق برای هماهنگی تمام اجزای سیستم است تا تجهیزات مختلف مانند سنسورها، کنترلرها، نرمافزارها و شبکههای ارتباطی یکپارچه و بدون اختلال کار کنند. طراحی اتوماسیون معمولاً شامل چند مرحله کلیدی و بههمپیوسته است:
۱. تحلیل فرآیند (Process Analysis)
اولین و مهمترین گام، شناخت کامل فرآیند صنعتی است. در این مرحله، پارامترهایی مانند نوع فرآیند، نقاط اندازهگیری، تجهیزات مورد نیاز، شرایط کاری و اهداف کنترلی بررسی میشوند. این تحلیل مشخص میکند که سیستم اتوماسیون باید چه وظایفی را انجام دهد.
۲. تعیین استراتژی کنترلی (Control Strategy)
پس از شناخت فرآیند، روش کنترل مشخص میشود. این استراتژی تعیین میکند که سیستم چگونه به تغییرات پاسخ دهد. برای مثال، ممکن است از کنترل روشن/خاموش ساده یا کنترل پیشرفته PID و الگوریتمهای پیچیدهتر استفاده شود.
۳. انتخاب تجهیزات مناسب (Hardware Selection)
در این مرحله، تجهیزات اصلی مانند PLC، سنسورها، عملگرها، HMI و تجهیزات شبکه انتخاب میشوند. انتخاب صحیح تجهیزات تأثیر مستقیم بر دقت، پایداری و طول عمر سیستم دارد.
۴. طراحی تابلو برق و شبکه صنعتی
در این بخش، ساختار تابلوهای کنترل، نحوه سیمکشی، منابع تغذیه و همچنین شبکههای ارتباطی صنعتی مانند Profibus، Modbus یا Ethernet طراحی میشود. این زیرساخت، ارتباط مطمئن بین اجزای مختلف سیستم را فراهم میکند.
۵. برنامهنویسی و شبیهسازی (Programming and Simulation)
در این مرحله، منطق کنترلی در PLC یا سایر کنترلرها برنامهنویسی میشود. همچنین قبل از اجرای واقعی، سیستم میتواند شبیهسازی شود تا خطاهای احتمالی شناسایی و اصلاح شوند.
۶. راهاندازی و تست نهایی (Commissioning)
آخرین مرحله شامل نصب سیستم، تست عملکرد، بررسی ایمنی و اطمینان از عملکرد صحیح کل سیستم در شرایط واقعی است. این مرحله تضمین میکند که سیستم مطابق طراحی عمل میکند.
طراحی اصولی اتوماسیون صنعتی موجب کاهش هزینههای نگهداری، افزایش قابلیت توسعه، بهبود پایداری و ارتقای ایمنی میشود و بهرهوری کل فرآیند را بالا میبرد. در واقع، این مرحله یک تصمیم راهبردی و سرمایهگذاری بلندمدت برای تضمین عملکرد پایدار و کارآمد کارخانه است.
شبکههای صنعتی در اتوماسیون
شبکههای صنعتی شامل پروتکلها و استانداردهای ارتباطی هستند که امکان انتقال ایمن و پایدار دادهها را بین تجهیزات مختلف فراهم میکنند. این شبکهها برخلاف شبکههای معمولی کامپیوتری، برای عملیات لحظهای، تحمل شرایط سخت صنعتی و قابلیت اطمینان بالا طراحی شدهاند.
پروتکل های ارتباطی رایج
هر پروتکل ویژگیها، مزایا و محدودیتهای خاص خود را دارد و انتخاب آن وابسته به نیاز پروژه، مقیاس سیستم، سرعت پاسخ و نوع دادهها است. از پراستفادهترین پروتکلها میتوان به موارد زیر را نام برد:
- Modbus: ساده، محبوب و مناسب سیستمهای کوچک تا متوسط
- Profibus: رایج در صنایع اروپا، مناسب اتصالات نقطهبهنقطه و شبکههای توزیعشده
- Profinet: مبتنی بر اترنت، سرعت بالا، بلادرنگ و مناسب سیستمهای پیچیده
- Ethernet/IP: اترنت صنعتی با قابلیت اتصال گسترده و سرعت بالا
- CANopen: مخصوص سیستمهای خودکار کوچک و اتومبیل صنعتی

اهمیت ارتباط پایدار و امن
در اتوماسیون صنعتی، قطع یا تأخیر در ارتباط به معنای توقف تولید یا بروز خطاهای خطرناک است. بنابراین، شبکههای صنعتی باید:
- بسیار پایدار و مقاوم در برابر نویز و تداخل الکترونیکی باشند.
- زمان پاسخ سریع و بلادرنگ داشته باشند.
- ایمن و محافظت شده در برابر تهدیدات سایبری باشند.
امنیت سایبری در شبکههای صنعتی امروزه به یکی از اولویتهای اصلی تبدیل شده است، زیرا حمله به سیستمهای اتوماسیون میتواند باعث خسارت مالی، توقف تولید و حتی خطر برای نیروی انسانی شود.
کاربردهای اتوماسیون صنعتی در صنایع مختلف
اتوماسیون صنعتی امروزه تقریباً در تمام بخشهای تولید و فرآوری صنعتی نقش کلیدی دارد و بهرهوری، دقت و ایمنی را به طور چشمگیری افزایش میدهد. این فناوری بسته به نوع صنعت، شکل و سطح پیچیدگی متفاوتی دارد و شامل کنترل فرآیند، نظارت، جمعآوری داده و بهینهسازی عملیات میشود.
صنایع نفت، گاز و پتروشیمی
در این صنایع، اتوماسیون برای کنترل دقیق فشار، دما، جریان و سطح مخازن استفاده میشود. سیستمهای DCS و PLCها با شبکههای صنعتی و SCADA، امکان پایش لحظهای، مدیریت ایمن خطوط لوله، پالایشگاهها و واحدهای فرآیندی را فراهم میکنند.
نیروگاهها و انرژی
در نیروگاههای برق و حرارتی، اتوماسیون وظیفهی هماهنگی بین بویلر، توربین، ژنراتور و شبکه انتقال انرژی را بر عهده دارد. کنترل خودکار و سیستمهای نظارتی باعث بهینهسازی تولید انرژی، کاهش مصرف سوخت و افزایش ایمنی میشوند.
صنایع غذایی و دارویی
در کارخانههای تولید مواد غذایی و دارو، اتوماسیون برای کنترل دما، رطوبت، زمان پخت و بستهبندی، و استانداردهای بهداشتی استفاده میشود. این سیستمها تضمین میکنند که محصول نهایی دارای کیفیت یکنواخت و ایمنی بالای بهداشتی باشد.
خودروسازی و مونتاژ
خطوط تولید خودرو و قطعات، با استفاده از PLC، رباتها و سیستمهای اسکادا، کنترل حرکت رباتها، مونتاژ قطعات، رنگآمیزی و بستهبندی را انجام میدهند. اتوماسیون باعث کاهش خطای انسانی، افزایش سرعت تولید و انعطافپذیری در تولید مدلهای مختلف خودرو میشود.

صنایع فولاد و فلزات
اتوماسیون در کارخانههای فولاد و ذوب فلزات برای کنترل دما، جریان مذاب، نورد و برش به کار میرود. سیستمهای پیشرفته PLC و SCADA امکان پایش بلادرنگ و کنترل ایمن فرآیندهای سنگین و خطرناک را فراهم میکنند.
خطوط تولید پیوسته و بستهبندی
در صنایع کوچکتر، مانند تولید بستهبندی، لوازم خانگی یا پلاستیک، اتوماسیون برای بهینهسازی سرعت خط، هماهنگی بین ماشینها و کاهش هدررفت مواد استفاده میشود.
مزایا و معایب اتوماسیون صنعتی
اتوماسیون صنعتی، با جایگزینی یا همراهی نیروی انسانی در فرآیندهای تولید، مزایا و محدودیتهای مشخصی دارد که درک آنها برای تصمیمگیریهای مهندسی و مدیریتی حیاتی است.
مزایا
- افزایش بهرهوری و سرعت تولید
- بهبود کیفیت و یکنواختی محصول
- کاهش خطای انسانی و خطرات ایمنی
- بهینهسازی مصرف انرژی و منابع
- قابلیت مانیتورینگ و تحلیل دادهها
محدودیتها
- هزینهی بالای سرمایهگذاری اولیه
- نیاز به تخصص فنی
- وابستگی به تجهیزات و نرمافزارها
- ریسکهای امنیت سایبری
- انعطافپذیری محدود در برخی سیستمها
میتوان گفت که اتوماسیون صنعتی سرمایهگذاری روی بهرهوری، کیفیت و ایمنی است، اما تا حد زیادی، به مدیریت دقیق هزینهها، آموزش نیروی انسانی و توجه به امنیت شبکهها نیاز دارد.
اتوماسیون صنعتی در ایران
اتوماسیون صنعتی در ایران مسیری پرفرازونشیب را طی کرده است. از خطوط تولید نیمهدستی دهههای گذشته تا سیستمهای پیشرفتهی امروزی، صنعت ایران به تدریج به سمت خودکارسازی حرکت کرده است. امروزه اتوماسیون صنعتی در صنایع بزرگی مانند نفت، گاز و پتروشیمی، فولاد و سیمان، نیروگاهها، خودروسازی و صنایع غذایی و دارویی کاربرد دارد؛ هرچند با چالشهایی نیز همراه است.
چالشهای اتوماسیون صنعتی در ایران
- تحریم ها و محدودیت واردات تجهیزات و قطعات
- وابستگی به برندهای خارجی
- کمبود نیروی متخصص کاملاً حرفهای
- محدودیت زیرساختهای فناوری اطلاعات و ارتباطات صنعتی
- هزینهی سرمایهگذاری اولیه و محدودیتهای مالی
- هزینهی بالای نوسازی خطوط قدیمی
فرصتهای اتوماسیون صنعتی در ایران
- رشد شرکت های دانش بنیان
- بومی سازی نرم افزار و سخت افزار
- نیاز شدید صنایع به بهینه سازی مصرف انرژی
- بازار کار مناسب برای متخصصان جوان
اتوماسیون صنعتی در ایران شاید با محدودیت شروع شود، اما با خلاقیت ادامه پیدا می کند.
آینده اتوماسیون صنعتی
در اتوماسیون صنعتی، چشمانداز آیندهنگری و تحول جدی وجود دارد که این فناوری را از کنترل سادهی فرآیندها به سمت سیستمهای هوشمند، پیشبین و خودبهینهساز سوق میدهد. آیندهی اتوماسیون صنعتی، تحت تأثیر چند جریان فناورانهی قدرتمند است که در حال بازتعریف نحوه تولید، نظارت و مدیریت صنعتی هستند:
اینترنت اشیای صنعتی (IIoT):
IIoT شبکهای از دستگاههای متصل به هم است که دادههای لحظهای تجهیزات را جمعآوری و تحلیل میکند تا امکان نظارت دقیق، تعمیرات پیشبین و افزایش بهرهوری عملیات فراهم باشد. این ارتباطات گسترده و هوشمند باعث میشود تا کارخانهها از واکنش به شرایط گذشته، به مدیریت پیشگیرانه و دادهمحور منتقل شوند.
هوش مصنوعی و یادگیری ماشین:
ترکیب AI و ML با اتوماسیون باعث شده سیستمها بیاموزند، الگوها را تشخیص و بهینهسازی خودکار انجام دهند. از پیشبینی زمان نصب قطعات گرفته تا تشخیص خودکار خطاها و تنظیم پارامترها برای بهبود عملکرد، هوش مصنوعی باعث افزایش انعطافپذیری و کاهش توقفهای ناخواسته میشود.

صنعت ۴.۰:
مفهوم صنعت ۴.۰ شامل یکپارچهسازی دیجیتالسازی، دادههای بزرگ، اینترنت اشیا و اتوماسیون پیشرفته است که امکان میدهد فرآیندها، کارکنان و تجهیزات در یک اکوسیستم متصل مدیریت شوند. این راهبرد، ضمن خودکارسازی عملیات، باعث هماهنگی داده، تصمیمگیری به موقع و بهبود مستمر میشود.
دیگر فناوریهای مکمل مانند پردازش لبهای (Edge Computing) برای پردازش سریع دادهها، رباتهای همکاریکننده (Cobots) که کنار انسانها کار میکنند و ارتباطات سریع 5G که ارتباط بیدرنگ بین دستگاهها را تسهیل میکند نیز در این مسیر تأثیر دارند.
بازار کار اتوماسیون صنعتی
اتوماسیون صنعتی یکی از حوزههای رو به رشد و پرتقاضا در صنعت است و فرصتهای شغلی متنوعی را ارائه میدهد. از جمله موقعیتهای شغلی پرکاربرد میتوان به مهندس اتوماسیون، برنامهنویس PLC، طراح SCADA و تکنسین فنی اشاره کرد.
برای ورود به این حوزه، علاوه بر دانش فنی، مهارتهای تخصصی و توانمندیهای نرم نیز اهمیت دارند، مانند:
- برنامهنویسی PLC و کنترلرها
- آشنایی با برق، ابزار دقیق و شبکههای صنعتی
- توانایی تحلیل و حل مسئله
- مهارت کار تیمی و هماهنگی با سایر بخشها
این ترکیب از دانش فنی و مهارتهای عملی، همراه با درآمد مناسب و چشمانداز شغلی روشن، اتوماسیون صنعتی را به یکی از جذابترین مسیرهای حرفهای در صنایع مدرن تبدیل کرده است.

خدمات و تجهیزات اتوماسیون صنعتی
در اتوماسیون صنعتی، تجهیزات و خدمات دو روی یک سکه هستند: بدون تجهیزات مناسب، هیچ سیستمی اجرا نمیشود، و بدون خدمات حرفهای، بهرهوری واقعی حاصل نمیشود.
تجهیزات رایج
- PLC و ماژولها: مغز سیستمهای کنترلی
- HMI: رابط انسان و ماشین برای نظارت و کنترل
- اینورتر و سروو: کنترل حرکت و سرعت موتور
- سنسورها: جمعآوری دادههای محیطی و فرآیندی
- تجهیزات شبکه صنعتی: ارتباط پایدار و ایمن بین اجزا
برای خرید تجهیزات اتوماسیون صنعتی، ابتدا باید از اصالت کالا مطمئن شد تا کیفیت و عملکرد تجهیزات تضمین شود. همچنین، سازگاری تجهیزات با سیستمهای موجود کارخانه ضروری است تا اجرای پروژه بدون مشکل انجام شود. در نهایت، دسترسی به خدمات پس از فروش و پشتیبانی فنی اهمیت دارد، زیرا هر گونه مشکل یا نیاز به بهینهسازی سیستم باید تحت پشتیبانی حرفهای انجام شود تا موفقیت پروژهی اتوماسیون را تضمین کند.
خدمات اتوماسیون صنعتی
خدمات حرفهای اتوماسیون صنعتی میتواند دانش فنی را به عمل تبدیل کند که شامل موارد زیر میشود:
- طراحی و مهندسی سیستمها
- برنامهنویسی PLC و HMI
- راهاندازی و Commissioning
- عیبیابی و بهینهسازی عملکرد
- نوسازی خطوط قدیمی (Retrofit)
- آموزش پرسنل
یک خدمات با کیفیت، تضمین میکند که سیستم نه تنها در روز اول بلکه در طول عمر مفید خود با کارایی و پایداری بالا عمل کند.
جمعبندی
اتوماسیون صنعتی هنر استفاده از سیستمهای هوشمند برای کنترل، نظارت و بهینهسازی فرآیندهای تولید است که نقشی کلیدی در افزایش دقت، سرعت، بهرهوری و ایمنی صنایع مدرن دارد. این فناوری با ترکیب سنسورها، کنترلرها، عملگرها و نرمافزارهای پیشرفته، امکان اجرای خودکار و هماهنگ فرآیندها را فراهم میکند و به تدریج با ورود اینترنت اشیا، هوش مصنوعی و مفاهیم صنعت ۴.۰، به سمت سیستمهای هوشمند، پیشبین و خودبهینهساز حرکت میکند تا آیندهای مستعد و نوآورانه را برای تولید صنعتی رقم بزند.
سؤالات متداول
تقریباً در تمام صنایعی که تولید، فرآوری و کنترل کیفیت دارند مانند نفت، گاز، نیروگاه، خودروسازی و صنایع غذایی کاربرد دارد.
بسته به تمرین و پیشزمینه، چند ماه برای مهارت پایه و تا یک سال برای تسلط کامل لازم است.
اتوماسیون شامل سیستمهای خودکار کنترل و بهینهسازی است، و رباتیک زیرمجموعهای از آن است که با رباتها کار میکند.
خیر، هرچند ممکن است به دلیل خودکارسازی فرآیندها برخی مشاغل کمرنگ شود اما بیشتر باعث تغییر نوع شغلها و ایجاد فرصتهای جدید در زمینه فنی و مدیریتی میشود.
بازار کار این حوزه رو به رشد و با فرصتهای متنوع و درآمد مناسب است، به ویژه با ورود IIoT و صنعت ۴.۰ زمینههای تازهای برای فعالیت در حوزهی اتوماسیون صنعتی فراهم شده است.