در هر کارگاه تراشکاری یا خط تولید صنعتی، یک میلی متر اشتباه می تواند منجر به خسارات مالی سنگین و خرابی قطعات شود. به همین دلیل، تسلط وگذراندن آموزش کار با کولیس اولین مهارتی است که هر تکنسین و مهندس باید به آن مجهز باشد. این ابزار به دلیل تطبیق پذیری بالا، امکان اندازه گیری ابعاد داخلی، خارجی و عمق را با دقتی بسیار بالاتر از خط کش های معمولی فراهم می کند.
در واقع، دسترسی به دقیق ترین روش اندازهگیری با کولیس نه تنها کیفیت خروجی کار شما را تضمین می کند، بلکه زمان عیب یابی و مونتاژ قطعات پیچیده را به حداقل می رساند. در این مقاله همراه ما باشید تا نحوه کار با کولیس را یاد بگیرید.
اگر به دنبال تجهیز کارگاه خود با ابزارهای دقیق و استاندارد هستید، مجموعه پیکاتک با سال ها تجربه در تامین تجهیزات صنعتی و ابزار دقیق، آماده ارائه مشاوره تخصصی و فروش انواع کولیس برندهای معتبر بین المللی به شما عزیزان است.
آشنایی با اجزای کولیس
پیش از آنکه به سراغ اندازهگیری برویم، باید بدانید هر بخش از این ابزار برای چه هدفی طراحی شده است. یک کولیس استاندارد (ورنیه) از اجزای اصلی زیر تشکیل شده است:
فک های خارجی
فک های خارجی بزرگ ترین بخش کولیس هستند که در پایین آن قرار دارند. این فک ها برای اندازهگیری قطر خارجی قطعات استوانه ای، ضخامت ورق ها و طول قطعات تخت استفاده می شوند. هنگام استفاده از این بخش، باید مطمئن شوید که قطعه کاملا بین دو فک مماس شده است. برای مثال اگر جدول استاندارد سایز لوله در دسترس نباشد از این وسیله برای اندازه گیری قطر خارجی لوله استفاده می شود.
فک های داخلی
این فک های کوچک تر در بالای ابزار تعبیه شده اند. کاربرد اصلی آن ها اندازهگیری قطر داخلی سوراخ ها، شیارها و عرض شکاف هاست. طراحی نوک تیز این فک ها اجازه می دهد تا در کمترین فضای ممکن داخل قطعه قرار بگیرند.
میله عمق سنج
در انتهای بدنه کولیس، میله ای باریک وجود دارد که با باز کردن فک ها، از انتهای خطکش خارج می شود. این بخش برای سنجش عمق حفره ها، پله ها و سوراخ های بن بست که امکان ورود بدنه اصلی کولیس به آن ها وجود ندارد، حیاتی است.
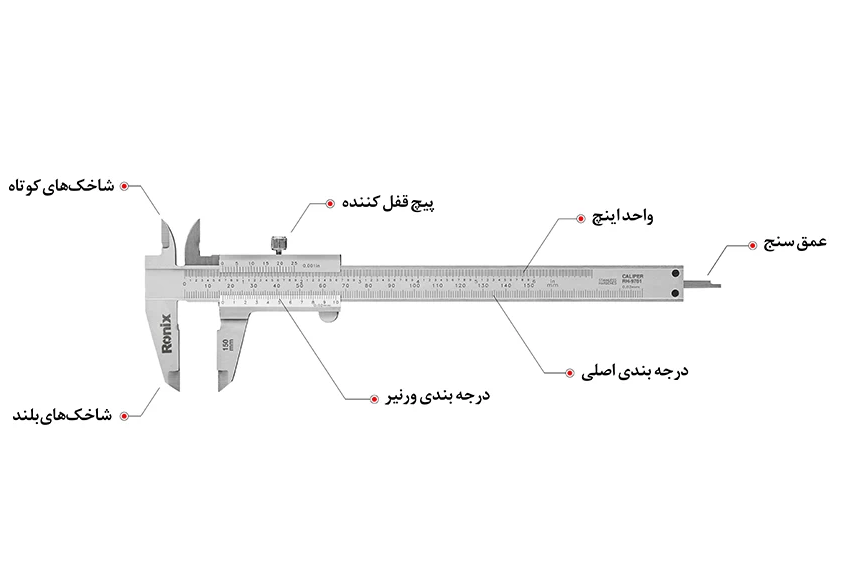
پیچ قفل کننده و شستی
برای ثبت دقیق عدد و جلوگیری از لغزش فک ها پس از اندازهگیری، از پیچ قفل استفاده می شود. همچنین شستی (تکیه گاه انگشت) به شما کمک می کند تا با فشار یکنواخت و کنترل شده، فک ها را روی قطعه حرکت دهید تا از بروز خطای ناشی از فشار بیش از حد جلوگیری شود.
انواع کولیس
هنگام خرید ابزار دقیق، مشاهده می کنید که کولیس ها بر اساس مکانیزم نمایش عدد به سه دسته اصلی تقسیم می شوند. انتخاب مدل مناسب، مستقیما بر سرعت عملیات بازرسی و دقت نهایی قطعه اثر می گذارد.
☑️کولیس ساده یا ورنیه
این مدل که به عنوان کلاسیک ترین نوع ابزار شناخته می شود، فاقد هرگونه عقربه یا نمایشگر دیجیتال است. بدنه آن تماما از فولاد ضدزنگ ساخته شده و برای اندازهگیری، باید از مقیاس متحرک روی بدنه (ورنیه) استفاده کنید.
- کاربرد: محیط هایی که دارای آلودگی، روغن یا گردوغبار زیاد هستند.
- مزایا: عدم نیاز به باتری و مقاومت بسیار بالا در برابر ضربه و شرایط محیطی سخت
☑️کولیس ساعتی یا عقربه ای
در این نوع کولیس، به جای استفاده از خطوط ورنیه، یک گیج عقربه ای روی بدنه متحرک سوار شده است. با حرکت دادن فک ها، عقربه روی صفحه می چرخد و کسر میلی متر را با دقت بالا نشان می دهد.
- کاربرد: زمانی که نیاز به خواندن سریع اعداد دارید و نمی خواهید درگیر محاسبات خطوط ورنیه شوید.
- مزایا: خوانایی بالا و کاهش خطای دید اپراتور، سرعت بیشتر در انجام اندازه گیری نسبت به کولیس ورنیه، دقت مناسب برای کنترل های سری کاری و بازرسی های تکرارشونده و سهولت استفاده برای اپراتورهای نیمه حرفهای

نکته فنی: این کولیس ها از سیستم چرخ دنده و ریل (Rack and Pinion) استفاده می کنند؛ بنابراین نفوذ براده های ریز به داخل ریل می تواند باعث ایجاد خطا یا گیر کردن عقربه شود.
☑️کولیس دیجیتال
مدرن ترین نوع این ابزار که عدد اندازهگیری شده را به صورت مستقیم روی نمایشگر LCD نشان می دهد. این مدل به دلیل حذف خطای انسانی در خواندن عدد، در آزمایشگاه های کنترل کیفیت بسیار محبوب است.

مزایا:
- سرعت بالا: نمایش لحظه ای عدد بدون نیاز به محاسبات ذهنی
- تبدیل واحد: امکان تغییر واحد از میلی متر به اینچ تنها با فشردن یک دکمه
- صفر کردن: امکان صفر کردن دستگاه در هر نقطه (ایدهآل برای اندازهگیری های مقایسه ای)
معایب:
- حساسیت الکترونیکی: برد مدار و نمایشگر آن در برابر رطوبت و میدان های مغناطیسی قوی آسیب پذیر است.
- وابستگی به منبع تغذیه: تمام شدن باتری در حین کار می تواند روند بازرسی را متوقف کند.
آموزش گام به گام کار با کولیس
اندازهگیری دقیق با کولیس، فراتر از صرفا قرار دادن ابزار روی قطعه است. برای رسیدن به دقت میکرونی، باید این پروتکل سه مرحله ای را با دقت اجرا کنید:
🔹مرحله ۱: کالیبراسیون دستی و تمیزکاری
پیش از شروع، لبه های فک ها و سطح قطعه کار را با یک پارچه بدون پرز تمیز کنید. وجود حتی یک ذره کوچک چربی یا براده می تواند دقت شما را ۰.۰۵ میلی متر جابهجا کند. سپس فک ها را کاملا ببندید؛ خط صفر ورنیه باید دقیقا بر خط صفر خطکش اصلی منطبق باشد. اگر نوری از بین فک ها عبور می کند، نشان دهنده تاب برداشتن یا وجود آلودگی در لبه هاست.
🔹مرحله ۲: استقرار صحیح ابزار روی قطعه
بزرگ ترین خطای اندازهگیری، خطای “پارالاکس” و کج نگه داشتن کولیس است.
- برای اندازهگیری خارجی، قطعه را تا حد امکان به بدنه اصلی کولیس نزدیک کنید (عمق فک ها). اندازهگیری با نوکِ تیز فک ها باعث اعمال گشتاور و بروز خطا می شود.
- اطمینان حاصل کنید که محور کولیس دقیقا بر محور قطعه عمود است. هرگونه انحراف زاویه ای، عدد را بزرگ تر از مقدار واقعی نشان می دهد.
🔹مرحله ۳: تثبیت وضعیت و ثبت عدد
زمانی که فک ها با فشار ملایم و یکنواخت با قطعه تماس پیدا کردند، پیچ قفل کننده بالای کولیس را سفت کنید. این کار به شما اجازه می دهد ابزار را از روی قطعه بردارید و در شرایط نوری مناسب، بدون ترس از حرکت کردن فک ها، عدد را بخوانید.
روش خواندن عدد کولیس ورنیه
خواندن کولیس های دیجیتال ساده است، اما تسلط بر نوع ورنیه (ساده) نشان دهنده حرفه ای بودن یک تکنسین است. این فرآیند شامل دو مرحله خواندن و یک محاسبه ساده است:
خواندن مقدار صحیح از خطکش اصلی
ابتدا به خط صفر روی بخش متحرک (ورنیه) نگاه کنید. ببینید این خط از کدام عدد روی خطکش ثابت عبور کرده است. برای مثال، اگر خط صفر ورنیه بین عدد ۲۳ و ۲۴ میلی متر قرار دارد، عدد اصلی شما ۲۳ است.
پیدا کردن خط منطبق روی ورنیه
حالا به خطوط روی بخش متحرک نگاه کنید. تنها یکی از این خطوط دقیقا در امتداد یکی از خطوط خطکش اصلی قرار می گیرد (به طوری که یک خط مستقیم واحد تشکیل می دهند). شماره این خط را یادداشت کنید.
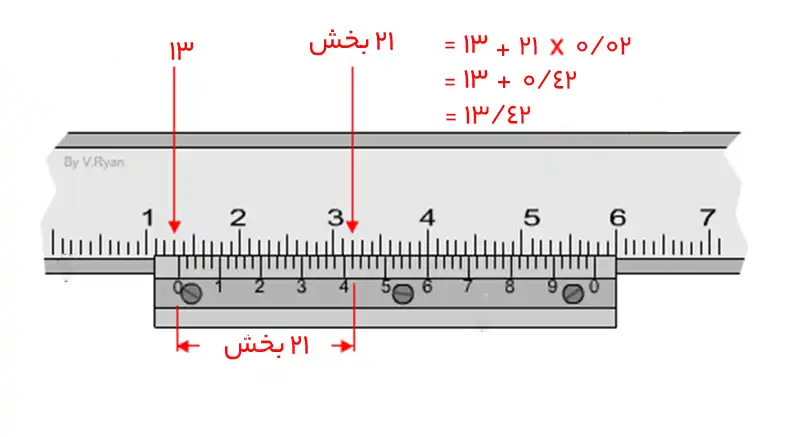
فرمول محاسبه نهایی
برای به دست آوردن اندازه دقیق، از فرمول زیر استفاده کنید:
اندازه نهایی = عدد اصلی + (شماره خط منطبق × دقت کولیس)
مثال عملی:
فرض کنید عدد اصلی ۱۳ میلی متر است. خط شماره ۲۱ روی ورنیه با خطکش اصلی منطبق شده و دقت کولیس شما ۰.۰۲ است.
نحوه خواندن عدد کولیس دیجیتال
- کولیس را روشن کنید.
- فکها را کاملاً ببندید.
- نمایشگر باید عدد ۰.۰۰ را نشان دهد.
- اگر صفر نبود، دکمه ZERO را فشار دهید.
- قطعه را بین فکها قرار دهید و فک متحرک را به آرامی ببندید.
- عدد روی نمایشگر را بخوانید.
- اگر واحد روی mm باشد، عدد بر حسب میلیمتر است.
- اگر روی inch باشد، عدد بر حسب اینچ است.
مثال:
نمایشگر: ۲۵.۳۶ mm
یعنی اندازه قطعه ۲۵٫۳۶ میلیمتر است.
نمایشگر: ۱۲.۰۵ mm
یعنی اندازه قطعه ۱۲٫۰۵ میلیمتر است.
نمایشگر: ۰.۹۹۸ in
یعنی اندازه قطعه ۰٫۹۹۸ اینچ است.
انواع اندازهگیری با کولیس دیجیتال
- اندازه خارجی: با فکهای بزرگ (قطر میله، ضخامت قطعه و …)
- اندازه داخلی: با فکهای کوچک بالایی (قطر داخلی سوراخ)
- عمق: با میله باریک انتهای کولیس
- پله (Step) یا اختلاف ارتفاع: با سطح پشتی کولیس
است.
نکتهی مهم: قبل از هر اندازهگیری دقیق، حتماً کولیس را در حالت بسته صفر کنید.
نحوه خواندن عدد کولیس ساعتی
در کولیس ساعتی عدد نهایی از دو بخش خوانده میشود:
۱. عدد روی خطکش اصلی
اول به محل قرار گرفتن صفرِ صفحه ساعتی یا لبهی کشویی نگاه کنید. عددی که روی خطکش اصلی رد شده، بخش اصلی اندازه است. مثلاً اگر کشویی از عدد ۱۲ میلیمتر گذشته باشد، عدد اصلی میشود ۱۲ mm.
۲. عدد روی صفحه ساعتی
سپس عقربهی ساعت را بخوانید. هر خط کوچک معمولاً برابر ۰.۰۱ mm است، ولی حتماً به صفحه کولیس را توجه کنید؛ بعضی مدلها دقت متفاوت دارند. مثلاً اگر عقربه روی ۳۵ باشد و دقت کولیس ۰.۰۱ mm باشد:
۳۵ × ۰.۰۱ = 0.۳۵ mm
۳. جمع دو عدد
حالا عدد خط کش اصلی و عدد ساعت را جمع کنید:
۱۲ mm + 0.35 mm = 12.35 mm
پس اندازه نهایی میشود: ۱۲.۳۵ mm
نکته مهم: قبل از اندازهگیری، فکها را کاملاً ببند و مطمئن شوید عقربه روی صفر است. اگر روی صفر نبود، قاب صفحه را بچرخانید تا صفر دقیقاً زیر عقربه قرار بگیرد.
نکات طلایی نگهداری و کالیبراسیون کولیس
طول عمر و دقت یک ابزار اندازهگیری مستقیما به شیوه نگهداری و بازرسی های دوره ای آن بستگی دارد. حتی گران ترین کولیس های بازار هم در صورت عدم رعایت اصول نگهداری، دچار خطای سیستماتیک می شوند.
🔹نحوه چک کردن صفر بودن کولیس
ساده ترین راه برای اطمینان از سلامت ابزار، تست “صفر” است. فک ها را کاملا ببندید و آن ها را مقابل نور بگیرید. اگر نوری از بین فک ها عبور نکرد و خط صفر ورنیه دقیقا بر خط صفر خطکش اصلی منطبق بود، ابزار کالیبره است. در کولیس های دیجیتال، در صورت وجود اختلاف، از دکمه “Zero” استفاده کنید، اما در مدل های ساعتی، در صورت عدم انطباق عقربه بر عدد صفر، باید پیچ دور صفحه را شل کرده و صفحه مدرج را بچرخانید تا با عقربه تراز شود.
🔹اشتباهات رایج: خطای دید و پارالاکس
یکی از دلایل اصلی اختلاف در نتایج اندازهگیری میان دو تکنسین، زاویه نگاه به ابزار است. به این پدیده خطای پارالاکس می گویند. برای جلوگیری از این خطا، همیشه باید به صورت کاملا عمود به محل انطباق خطوط نگاه کنید. نگاه کردن از چپ یا راست باعث می شود خطوط را جابهجا ببینید و نتیجه را با چند صدم میلی متر خطا ثبت کنید. همچنین فشار بیش از حد به فک ها باعث خم شدن ناچیز آن ها و ثبت عددی کوچک تر از واقعیت می شود؛ همیشه فشار را در حدی نگه دارید که فک ها فقط با سطح قطعه مماس شوند.

نتیجه گیری
تسلط بر کار با کولیس، سنگ بنای دقت در تمامی فرآیندهای ساخت و تولید است. از تشخیص اجزای اصلی گرفته تا درک فرمول های محاسباتی و رعایت نکات کالیبراسیون، همگی زنجیره ای را تشکیل می دهند که خروجی آن قطعه ای استاندارد و مهندسی شده خواهد بود. با انتخاب نوع صحیح کولیس متناسب با شرایط محیطی کارگاه و بازرسی مداوم ابزار، می توان درصد خطا را به حداقل رساند و کیفیت نهایی پروژه ها را تضمین کرد.
اگر برای پروژه های حساس صنعتی خود به دنبال ابزارهای اندازهگیری با بالاترین استانداردهای جهانی هستید، متخصصان ما در پیکاتک آماده اند تا شما را در انتخاب و خرید انواع کولیس، میکرومتر و سایر تجهیزات ابزار دقیق یاری کنند. برای دریافت لیست قیمت و مشاوره فنی جهت تجهیز کارگاه خود، با ما در تماس باشید.
سوالات متداول
تفاوت بنیادین این دو ابزار در واحد اندازهگیری و نحوه تقسیم بندی فواصل روی خطکش ثابت و ورنیه آن ها نهفته است. کولیسهای میلی متری بر پایه سیستم متری (SI) طراحی شده اند و معمولا در صنعت با دقت های ۰.۰۲ یا ۰.۰۵ میلی متر مورد استفاده قرار می گیرند. در مقابل، کولیس های اینچی بر اساس سیستم امپریال کار می کنند و کسرها را به صورت ۱/۱۲۸ اینچ یا در مدل های دقیقتر تا ۰.۰۰۱ اینچ نمایش میدهند. امروزه با استفاده از کولیس های دیجیتال، این چالش با فشردن یک دکمه و تبدیل آنی واحدها به یکدیگر کاملا برطرف شده است.
در بازار تجهیزات صنعتی ایران، برند ژاپنی میتوتویو (Mitutoyo) به عنوان دقیق ترین و باکیفیت ترین گزینه شناخته می شود که برای صنایع فوق حساس و آزمایشگاه های مرجع انتخاب اول است. با این حال، اگر به دنبال تعادل میان قیمت و کارایی صنعتی هستید، برند اینسایز (Insize) که تحت لیسانس اتریش تولید می شود، پرفروش ترین برند بازار محسوب شده و خدمات پس از فروش مناسبی دارد. برندهای دیگری نظیر آسیمتو (Asimeto) آلمان و آکاد (Accud) نیز از گزینه های معتبر دیگری هستند که برای کارگاه های ماشین کاری و خطوط تولید که نیاز به دقت پایدار و بدنه مقاوم دارند، کاملا استاندارد و قابل اطمینان ارزیابی می شوند.